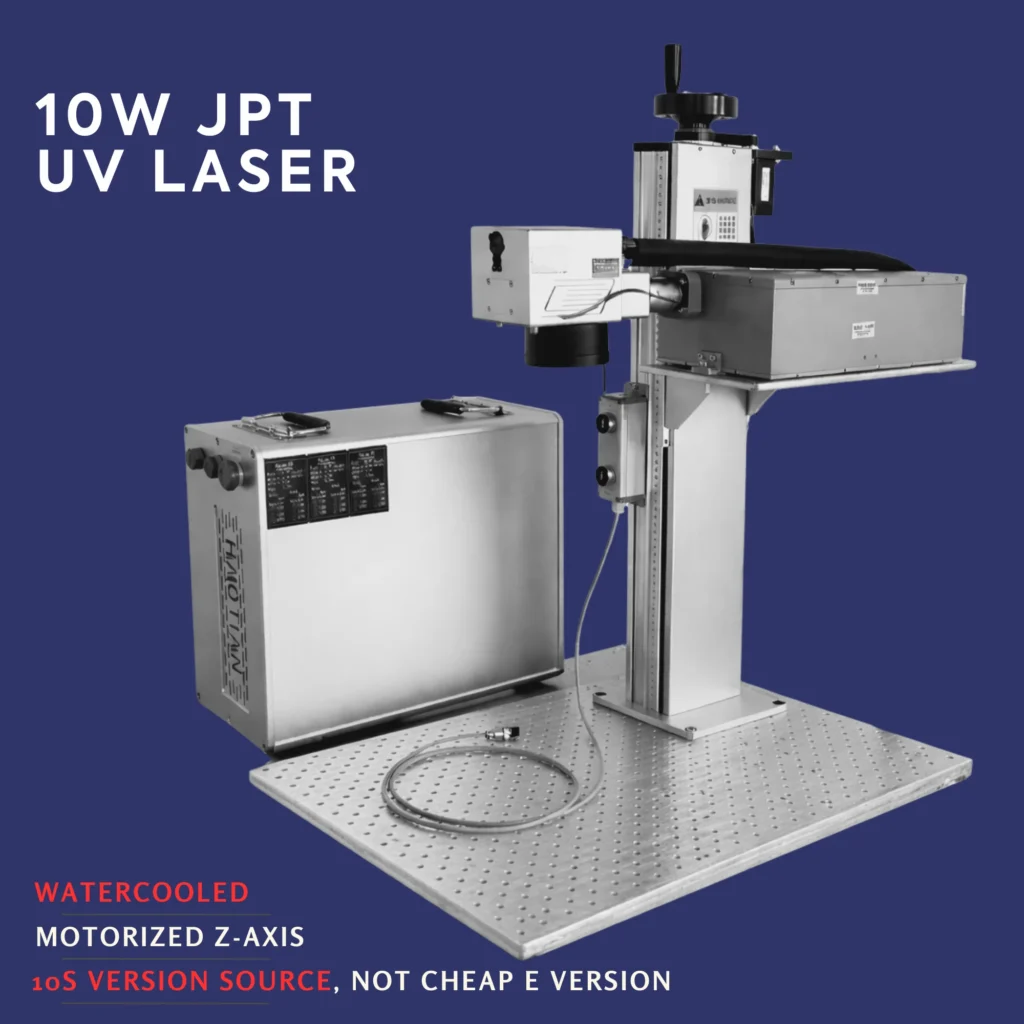
15W Production Grade
JPT SEAL-355-15S
Cuts Carbon Fiber
Micro-Marking Down to 20 μm
18-Month Warranty
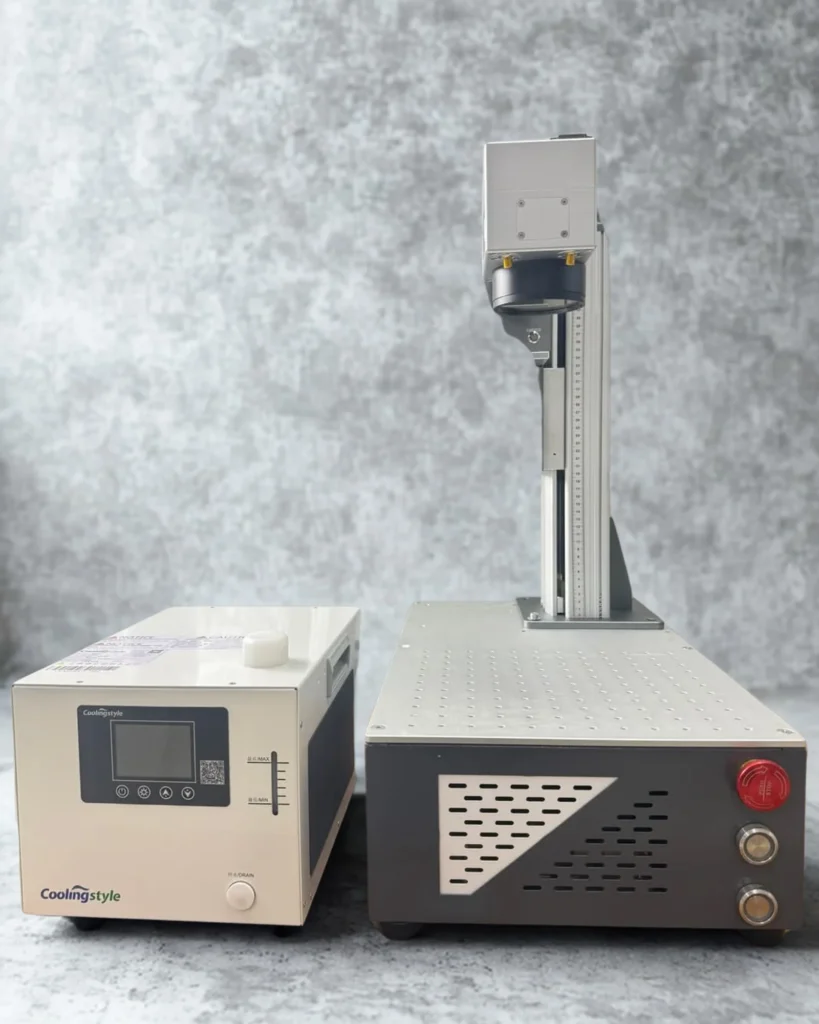
15W UV Laser Marking Machine — Carbon Fiber Cutting, Micro-Marking, and Glass Engraving In One Production Tool
The 15W UV is the only laser in the Haotian range that handles three jobs at once: cutting carbon fiber composites with no charring, marking text so small you need a magnifier to read it, and engraving glass without micro-cracks. None of those jobs work properly on a fiber laser or a CO2.
It runs the JPT SEAL-355-15S source, the strongest S-series UV laser JPT makes. At 355 nm, the photon energy (3.49 eV) is higher than the carbon-carbon bond energy (3.45 eV), which means the beam breaks chemical bonds directly instead of burning the material. That is the technical reason UV is the right tool for carbon fiber, glass, PCBs, anodized aluminum, and reflective metals like gold and silver.
Buyers step up from 5W or 10W to 15W when production volumes rise, when carbon fiber cutting enters the workflow, or when subsurface 3D crystal work needs more depth and contrast.
🚢
Free DDP Shipping
US, Canada, EU, 30 days
❄️
Water Cooled
Stable for long runs
🔬
M² ≤ 1.2
Best beam quality in class
🛡️
18-Month Warranty
Lifetime email support
🎁
Free Rotary + Glasses
Pick D60, D80, or D100
Five Capabilities That Justify The Step Up From 10W
1
Carbon Fiber Cutting With No Charring
The 15W UV is one of the few lasers under $20,000 that can cut CFRP (carbon fiber reinforced polymer) cleanly. Aerospace brackets, drone frames, RC car parts, custom composite panels, prototype layups. The cuts are clean enough that the edge does not need post-processing.
Technical reason: At 355 nm the single-photon energy is 3.49 eV, which exceeds the C-C bond energy of 3.45 eV in both the carbon fibers and the epoxy matrix. The beam breaks chemical bonds directly through a photochemical process, not heat. The heat-affected zone stays under 30 micrometers, where a fiber laser leaves a charred zone of 200 micrometers or more.2
Micro-Marking So Small You Need A Magnifier
Mark serial numbers, QR codes, and text down to 0.15 mm character height. Line widths down to 0.01 mm. This is the kind of marking the medical, aerospace, electronics, and pharmaceutical industries demand for traceability on parts smaller than a fingernail. A jeweler's loupe is not optional, it is required to read the mark.
Technical reason: The 355 nm wavelength produces a focused beam spot around 20 micrometers in diameter, roughly 3 times smaller than a fiber laser and 30 times smaller than a CO2. Combined with the M² ≤ 1.2 beam quality and >90% beam circularity, the 15W lays down sharp, dense marks that hold readability under a microscope.3
Marks And Engraves Reflective Metals
Gold, silver, copper, and high-polish stainless steel reflect most of the energy from a 1064 nm fiber laser, which makes them slow to mark and prone to inconsistency. The 15W UV is absorbed efficiently by these metals because the wavelength is shorter. Jewelers, watchmakers, and electronics shops use UV to mark precious metals where fiber struggles.
Technical reason: Reflective metal absorption at 355 nm is several times higher than at 1064 nm. Combined with the cold-marking process, the UV creates clean surface marks on coated, anodized, plated, and polished metals without thermal discoloration around the mark.4
Glass Marking And Engraving Without Micro-Cracks
The 15W marks crystal awards, glass bottles, perfume containers, drinkware, and lab glass with frosted-clear precision and no micro-cracking. With the optional 3D Feeltek upgrade, it does subsurface 3D bubblegram engraving inside crystal blocks, going deeper and with more contrast than 5W or 10W units.
Technical reason: CO2 lasers heat the glass surface, which creates the chipping and cracking buyers complain about. The UV photochemical process modifies the glass structure without thermal shock. Higher peak pulse power at 60 kHz is what gives the 15W deeper subsurface penetration than lower-power UV.5
Production Throughput With Long Shift Stability
Water cooled with the included S&A chiller, the 15W runs full 8-hour shifts without beam drift. On the same job, throughput is roughly 1.5 to 3 times faster than a 10W UV. For shops marking thousands of cosmetic bottles, PCBs, or medical components per shift, that compounds into hours of saved time per day.
Technical reason: The frequency range runs 40 to 300 kHz, giving the operator wide latitude to tune for either deep marks (lower frequency) or speed (higher frequency). The galvo head scans up to 7000 mm/s, so throughput is bound by the laser energy, not the scanner speed.🔬 Why The 15W UV Cuts Carbon Fiber When Fiber Lasers Cannot
Carbon fiber reinforced polymer (CFRP) is two materials in one: carbon fibers and an epoxy resin matrix. They have wildly different vaporization temperatures (carbon fiber needs 3300 °C, epoxy starts vaporizing at 500 °C). A fiber laser dumps heat into the carbon fibers and cooks the surrounding resin, leaving a charred mess and a heat-affected zone hundreds of micrometers wide.
UV at 355 nm works differently. The resin matrix absorbs UV almost completely. The single-photon energy is high enough to break the chemical bonds in both the fibers and the resin in a non-thermal photochemical reaction. Published research using 15W UV lasers on 2 mm CFRP has measured heat-affected zones as narrow as 25 micrometers.
For aerospace prototypes, drone frames, RC car parts, custom composite layups, and any short-run CFRP work where edge quality matters, the 15W UV is the right tool. For high-volume production CFRP cutting at industrial speeds, you would still want a dedicated CFRP cutting line, but for shop-floor work and prototyping, this is the cleanest option in the price range.
3.49 eV
UV photon energy at 355 nm — exceeds the 3.45 eV C-C bond energy in both fibers and resin
≈25 μm
Heat-affected zone in published 15W UV cuts on 2 mm CFRP — fiber lasers leave 200+ μm
Technical Specifications
| Laser Source | JPT SEAL-355-15S (premium S-series, sealed water-cooled) |
|---|---|
| Wavelength | 355 nm (ultraviolet, cold marking) |
| Average Output Power | Greater than 15 W at 60 kHz |
| Pulse Width | Less than 20 ns at 60 kHz |
| Frequency Range | 40 kHz to 300 kHz |
| Beam Quality (M²) | Less than or equal to 1.2 |
| Beam Circularity | Greater than 90% |
| Beam Divergence | Less than or equal to 2 mrad |
| Spatial Mode | TEM00 |
| Cooling System | Water cooled (S&A industrial chiller included) |
| Galvo Scan Speed | Up to 7000 mm/s |
| Positioning Speed | Up to 15,000 mm/s |
| Focused Spot Size | Approximately 20 micrometers |
| Minimum Line Width | Less than 0.01 mm (10 micrometers) |
| Minimum Character Size | 0.15 mm |
| Engraving Depth Range | 0.01 mm to 0.5 mm (material dependent) |
| Standard Lens Field | 110 x 110 mm (options: 70x70, 150x150, 175x175, 210x210, 300x300 mm) |
| Software | EZCad 2 (included), LightBurn compatible |
| Operating Temperature | 0 to 40 °C, less than 80% humidity |
| Power Supply | 110V or 220V, approximately 1500 W total draw |
| Source Lifespan | Approximately 20,000 hours |
| Red Dot Pointer | Dual red dot positioning included |
| Optional Upgrade | 3D Feeltek head for subsurface and 3D surface engraving |
Buyer Concerns We Hear Before The Order
Is the 15W UV worth the step up from 10W?
If carbon fiber cutting matters, yes. If you run more than four hours a day, yes. The 15W cuts cycle times by 40 to 60 percent on production glass and PCB work, and it crosses the energy threshold for cutting CFRP and thin glass that the 10W cannot. For occasional hobby use, the 10W is cheaper and enough.
How thick of carbon fiber can it cut?
Plan on cleanly cutting CFRP up to roughly 2 mm in multiple passes with proper assist gas and extraction. Thinner sheets cut in fewer passes. Beyond 2 mm the cut is still possible but speed drops significantly. For thick aerospace-grade laminates, this is a prototyping and short-run tool, not a production cutter.
Can it really mark gold and silver?
Yes. UV is absorbed efficiently by reflective metals where fiber lasers struggle because of the wavelength difference. Jewelers use UV to mark hallmarks, serial numbers, and logos on gold, silver, platinum, and high-polish stainless. The marks are surface level (UV is not for deep metal engraving), but they are crisp, repeatable, and do not discolor the surrounding material.
How small can the text actually go?
Minimum character height is 0.15 mm and minimum line width is 0.01 mm (10 micrometers). At those sizes the human eye cannot read the mark without magnification. This is what medical device, aerospace, semiconductor, and electronics customers need for traceability codes on parts smaller than a fingernail. The mark stays scannable by industrial barcode readers down to 1.5 mm square data matrix codes.
What is the difference between your S source and the cheaper E source?
The S series is the premium JPT laser with M² ≤ 1.2 beam quality, sealed water-cooled construction, intracavity self-purification, and 20,000 hour rated lifespan. The E series is the economy build with looser pulse stability and shorter lifespan. Haotian only sells the S series because the E cannot handle production workloads or sustained carbon fiber cutting.
Is the chiller included or do I buy it separately?
Included. The 15W ships with an S&A or equivalent industrial water chiller sized for the JPT 15S source. No plumbing required, no separate purchase. Plug in, fill, and run.
⚠ What This Machine Cannot Do Well
- Deep engraving on bare steel and aluminum. Fiber lasers are far faster and deeper for bulk metal removal. Use the 60W EM7 or 100W M7 for deep metal engraving on common ferrous and aluminum work.
- Color marking on stainless steel. That is what MOPA fiber lasers do. The 15W UV makes white and dark surface marks on metals, not the rainbow colors a JPT M7 produces.
- Drilling through thick glass. For production glass drilling (through-holes in 3 mm or thicker glass), use the JPT M8 fiber series (120W M8 or 200W M8). The 15W UV cuts thin glass and engraves surfaces but is not a glass-drilling production machine.
- Production CFRP cutting at industrial speeds. The 15W is excellent for CFRP prototyping and short runs up to about 2 mm. For high-volume aerospace CFRP cutting, you need a dedicated multi-kilowatt CFRP line.
- Sheet metal cutting. The 15W is a galvo marker, not a CNC cutter. For cutting steel or aluminum sheet, use a CNC fiber laser cutter.
- Thick wood and leather work. CO2 lasers handle thick organics faster and cleaner. UV can mark wood and leather, but it is not the right tool for cutting them.
- Large format work. Standard field is 110 x 110 mm. The 300 x 300 mm lens option extends the area, but the 15W UV is built for precision, not large-format engraving.
How The 15W UV Compares To The 5W And 10W
| Feature | 5W UV S | 10W UV S | 15W UV S |
|---|---|---|---|
| Cooling | Air cooled | Water cooled | Water cooled |
| Best Use | Glass and crystal | General production | Heavy production, CFRP, micro |
| Throughput (relative) | 1x baseline | 2x | 3x to 4x |
| Carbon Fiber Cutting | No | Limited, thin only | Yes, up to 2 mm |
| Thin Glass Cutting | No | Very limited | Yes |
| Subsurface 3D Depth | Surface to shallow | Moderate | Deep, high contrast |
| Reflective Metals | Yes | Yes | Yes, faster |
| Long Shift Stability | Drifts after 1 hr | Stable | Rock stable |
| Chiller Included | Not needed | Included | Included |
Applications The 15W UV Handles Daily
Carbon fiber and composites: CFRP cutting and trimming, drone frame parts, RC car panels, aerospace prototype brackets, custom carbon fiber product cutouts, layered composite scoring. Clean edges with minimal heat-affected zone, no charring around the kerf.
Glass work: Bottle and jar marking, cosmetic container branding, perfume bottle engraving, pharmaceutical vial serialization, drinkware customization, subsurface 3D crystal awards, glass photo blocks, inside-glass logos, thin glass cutting for custom jewelry.
Reflective and precious metals: Gold and silver jewelry hallmarking, watch case marking, surgical instrument serialization, polished stainless steel branding, copper and brass component marking. UV gets clean marks on metals where fiber lasers slow down or skip from reflection.
Micro-marking and traceability: Serial numbers and QR codes down to 0.15 mm character height, data matrix codes on PCB components, micro-text on medical implants, traceability marks on aerospace fasteners, security marks on currency-grade packaging.
Electronics and PCB: Flexible PCB (FPC) marking, rigid PCB serialization, IC chip marking, solder mask removal, FPC cutting, semiconductor wafer scribing, micro-hole drilling.
Medical and pharmaceutical: Syringe and vial marking, surgical instrument serialization, medical device traceability codes, pharmaceutical blister pack marking, cosmetic bottle branding with logos and batch codes, dental implant serialization.
Plastics and polymers: ABS, POM, PA, HDPE, PE, PP, PET marking. Silicone part labeling. Keypad marking. Plastic nameplate production. Flexible packaging film marking. Anything CO2 burns or fiber cannot touch.
Coated and anodized metals: Apple-style white marks on anodized aluminum cases, coated metal nameplates, painted panel serialization, powder-coated tag marking. Clean white on black anodized without thermal halo.
✓ What Ships With Every 15W UV
- JPT SEAL-355-15S laser source — premium S-series, sealed water-cooled, 20,000 hour rated
- S&A industrial water chiller — sized for 15W UV continuous operation
- Galvo scanning head — up to 7000 mm/s scan speed
- Standard F-theta lens — your choice from 70x70 to 300x300 mm field sizes
- Free rotary attachment — pick D60 for rings, D80 for bottles, D100 for tumblers
- OD5+ safety glasses — rated for 355 nm UV protection
- EZCad 2 software — pre-configured with UV material settings
- LightBurn compatibility — works with the included galvo controller
- Dual red dot positioning — aligned to the beam path
- Foot pedal switch — hands-free triggering
- All cables, USB drive, complete documentation
18-Month Warranty
- Full coverage on the JPT S laser source
- Full coverage on the galvo head, chiller, and electronics
- Free replacement parts shipped at no cost (broken part stays with you)
- Source defects return to us, we cover shipping both ways
- Lifetime email support after warranty expires
Free DDP Shipping
- Free shipping to US, Canada, EU
- DDP (Delivered Duty Paid) — all duties and taxes included
- Approximately 30 days from order to delivery
- Worldwide CIF available (approximately 12 days)
- Machine ships built, tested, and production-ready
Frequently Asked Questions
Why is UV better than fiber for cutting carbon fiber?
Fiber lasers at 1064 nm interact with CFRP through photothermal heating. The carbon fibers absorb most of the energy, get hot, and the surrounding epoxy resin burns from the conducted heat. The result is a charred kerf with a heat-affected zone of 200 micrometers or more, plus delamination risk.
UV at 355 nm has photon energy higher than the carbon-carbon bond energy in both the fibers and the resin. It breaks bonds directly through a photochemical process instead of heating them. Published research has measured heat-affected zones as narrow as 25 micrometers on 2 mm CFRP cut with a 15W UV laser. The cuts come out clean enough that prototype parts often need no post-processing.
How small can the marks really go?
Minimum character height is 0.15 mm. Minimum line width is 0.01 mm, which is 10 micrometers. Focused spot size is approximately 20 micrometers, around 3 times smaller than a fiber laser and 30 times smaller than a CO2 laser.
At those sizes, the marks are not readable without magnification. A 5x or 10x jeweler's loupe will show them clearly. Industrial barcode and 2D code readers can scan data matrix codes down to roughly 1.5 mm square at this resolution. This is the level of precision medical device, aerospace, and electronics customers require for component traceability.
Can it mark and engrave metals or do I still need a fiber laser?
The 15W UV marks and surface engraves metals, including reflective metals like gold, silver, copper, and high-polish stainless steel where fiber lasers struggle. It is the right tool for jewelry hallmarking, watch case marking, precious metal branding, and any metal where the surface has to stay cosmetically perfect outside the mark.
For deep engraving on bulk steel, aluminum, brass, or hardened tool steel where you need to remove material at speed, fiber lasers are still faster. The rule of thumb is: UV for surface marking on metals (especially reflective and coated), fiber for deep engraving on bare steel and aluminum.
What is the actual difference between the 10W and 15W in production?
On the same job, the 15W is roughly 1.5 to 3 times faster than the 10W. On production glass marking, that compounds into hours saved per shift. The 15W also crosses energy thresholds the 10W cannot: clean carbon fiber cutting, thin glass cutting up to about 1 mm, deeper subsurface 3D crystal work, and faster marking on reflective metals.
The 10W is enough for general production marking on standard materials. The 15W is the right choice if any of three things apply: carbon fiber is part of your workflow, you run heavy production volumes, or you need the deepest possible 3D subsurface engraving in crystal awards.
How long does the JPT S source actually last?
The JPT SEAL-355-15S is rated for approximately 20,000 hours of on-time. At normal shop usage of 8 hours a day, 5 days a week, that works out to roughly 9 to 10 years before noticeable degradation. The S series uses intracavity self-purification and a fully sealed structure that prevents dust and moisture from entering the optical chamber, which is the main reason it lasts so much longer than older UV designs.
The 18-month warranty covers manufacturing defects on the source and the rest of the machine. After that, lifetime email support is included.
What is the 3D Feeltek head upgrade and do I need it?
The Feeltek 3D head replaces the standard 2D galvo head with a three-axis scanning system. It enables true 3D surface engraving (following the contours of irregular curved parts) and deeper subsurface 3D crystal work. It also extends the working depth of focus, which is useful when marking parts of varying heights without re-focusing.
For flat marking on glass, plastic, PCBs, and metal coupons, the standard 2D head is enough. For complex 3D awards, deep crystal bubblegram engraving, or marking irregular curved parts in production, the Feeltek upgrade is worth considering.
Do I need special ventilation for cutting carbon fiber?
Yes. CFRP cutting releases fine carbon particles and thermally decomposed epoxy fumes that need active extraction. A fume extractor with HEPA filtration and an activated carbon filter is required, not optional. The carbon particles are conductive and can cause electrical shorts if they accumulate inside enclosures or near electronics.
For glass, plastic, and metal marking the fume load is much lower, but a fume extractor is still recommended for any plastic work. The 355 nm UV beam itself requires OD5+ eye protection (included with the machine) and a closed enclosure during operation.
What materials should I never put under this laser?
Never cut PVC. It releases chlorine gas that corrodes galvo optics and is toxic to operators. This rule applies to every laser type. Avoid materials containing halogens or heavy metals without proper extraction.
For efficiency reasons, do not use the 15W UV for jobs better suited to other lasers: bare metal deep engraving (use fiber), thick wood or leather cutting (use CO2), thick acrylic cutting (use CO2), production sheet metal cutting (use CNC fiber cutter), or thick glass drilling (use JPT M8 fiber).
Related Products
5W UV S-Series
Entry UV for small glass and crystal work, air cooled, lower throughput.
10W UV S-Series
Mid-range water-cooled UV for general production marking.
120W JPT M8 Fiber
For production glass drilling (through holes in thick glass).
Ready For Carbon Fiber, Micro-Marking, and Glass In One Machine?
Every 15W UV ships with the chiller, rotary, safety glasses, and free DDP shipping. Email us with your application and we will confirm the right lens size, rotary, and (if needed) the 3D Feeltek head upgrade for your workflow.
Email info@haotianlasers.comHaotian Laser · 6191 Sherman Rd, Saginaw, MI 48604 · Free shipping, $500+ in gifts, 18-month warranty